Tecnologie di Erosione
Il nuovo sistema AE II di gestione della scarica supera i vecchi limiti di lavorazione, tempi di ciclo ridotti, migliore finitura superficiale e minore usura degli elettrodi.
Asse-Z ad alta velocità 18M/min
Il nuovo algoritmo di mozione AE II e la tecnologia di comunicazione EtherCAT di 0.05m/sec. garantiscono eccellenti performance di lavorazione. L'alta velocità dell'asse-Z di 18 M/min accelera la lavorazione e migliora la rimozione dei detriti. Nelle lavorazioni di precisione o di grandi dimensioni, la stabilità di gestione della mozione migliora l'efficienza della scarica e ridurce i tempi di lavorazione.
Pezzo Lavorato
| Descrizione | Specifiche |
| Elettrodo | Grafite POCO EDM 2 |
| Materiale | SKD 11 |
| Superficie area | 1 x 38 mm |
| Profondità | 70 mm |
| Grado di finitura | VDI 25 / Ra 1.8 µm |
Finiture a specchio Ra 0.08 µm / VDI 0
La superfinitura di Ra 0.08 µm può essere facilmente raggiunta anche su grandi aree senza utilizzare la tecnologia delle polveri, risparmiando tempo per un ulteriore trattamento di lucidatura.
Pezzo Lavorato
| Descrizione | Specifiche |
| Elettrodo | Rame |
| Materiale | NAK 80 |
| Superficie area | 35 x 35 mm |
| Profondità | 1.97 mm |
| Tempo di lavoro | 5 ore 15 minuti |
| Grado di finitura | VDI 0 / Ra 0.08 µm |
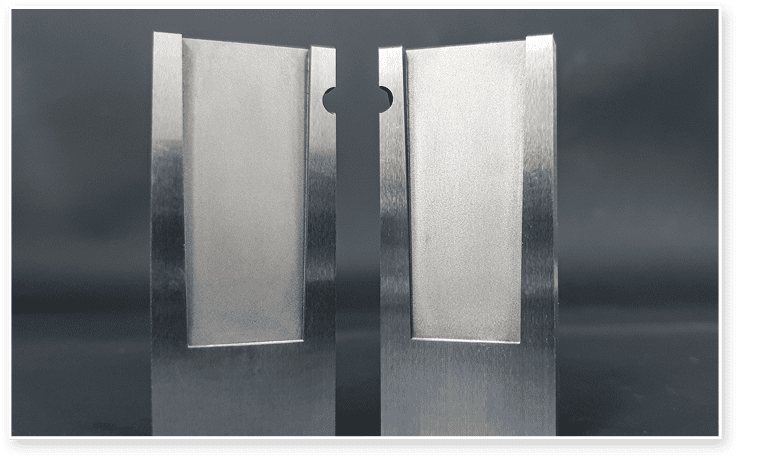
Angolo acuto R raggio 8 µm
Man mano che le richieste si muovono verso l'alta precisione e la miniaturizzazione, gli standards dei requisiti di lavorazione stanno diventando sempre più elevati. Per linee e forme sottili, tramite la più recente tecnologia di soppressione dell'usura, è possibile ottenere il migliore angolo R di 8µm.
Pezzo Lavorato

| Descrizione | Specifiche |
| Elettrodo | Rame |
| Materiale | VIKING |
| Sotto misura | 0.05 mm |
| Numero elettrodi | 4 |
| Profondità | 0.3 mm |
| Grado di finitura | VDI 7 / Ra 0.22 µm |
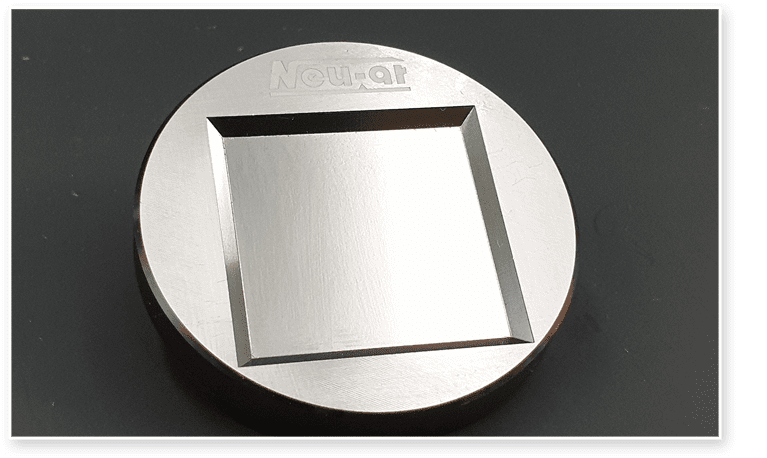
Lavorazione su Metallo Duro
L'elevata usura dell'elettrodo causata da materiali super duri è un grosso problema nella lavorazione di elettroerosione. Per mezzo del nuovo esclusivo circuito per leghe super dure e una tecnologia a bassa usura, il raggio R dell'angolo acuto può essere facilmente ottenibile. La migliore rugosità superficiale può arrivare fino a Ra 0.22 µm.
a Ra 0,22µm.Pezzo Lavorato

| Descrizione | Specifiche |
| Elettrodo | Rame Tungsteno |
| Materiale | Carburo di Tungsteno HRA 90° |
| Superficie area | 83 mm2 |
| Profondità | 0.15 mm |
| Tempo di lavoro | 2 ore 10 minuti |
| Grado di finitura | VDI 7 / Ra 0.22 µm |
Lavorazioni con finiture fini
Con il circuito della potenza della scarica di nuova concezione, le lavorazione di finiture fini vengono notevolmente migliorate con la riduzione del tempo del ciclo di quasi il 45%.
Pezzo Lavorato

| Descrizione | Specifiche |
| Elettrodo | Rame |
| Materiale | NAK 80 |
| Superficie area | 38 x 28 mm |
| Profondità | 12 mm |
| Tempo di lavoro | 6 ore 9 minuti |
| Grado di finitura | VDI 9 / Ra 0.28 µm |
Tecnologia di Lavorazione su Grandi Aree
Il nuovo generatore AE II, con il monitoraggio ad alta frequenza dello stato del gap di scarica si otttengono superfici di lavorazione uniformi, migliorando l'efficienza e riducendo notevolmente i successivi tempi di lucidatura.
Pezzo Lavorato
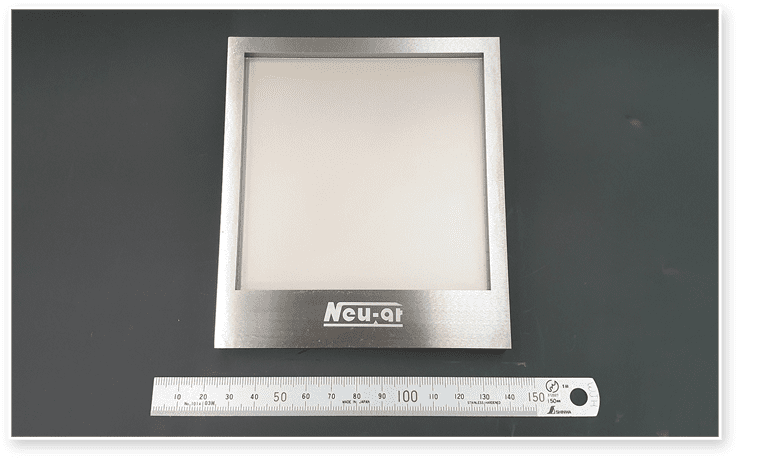
| Descrizione | Specifiche |
| Elettrodo | Grafite POCO EDM 200 |
| Materiale | SKD 61 |
| Superficie area | 100 x 100 mm |
| Profondità | 5 mm |
| Tempo di lavoro | 6 ore 21 minuti |
| Grado di finitura | VDI 18 / Ra 0.8 µm |